




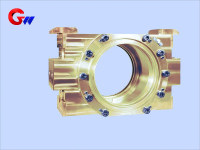

آلة الدرفلة الباردة لكتلة محمل الأسطوانة الوسيطة على جانب التشغيل
المواد والمعالجة الحرارية لمقعد محمل الأسطوانة الوسيطة على الجانب التشغيلي لمطحنة الدرفلة الباردة
تشغيل كتلة محمل الأسطوانة المتوسطة الجانبية مادة الجسم:
الحديد الزهر عالي القوة (اتش تي 300/اتش تي 350) أو الفولاذ المصبوب (ZG310-570)، بقوة شد ≥ 500 ميجا باسكال.
تُصنع البطانة المقاومة للتآكل من البرونز (ZCuAl10Fe3) أو مادة مركبة من البوليمر (مثل مادة مادة البولي تترافلوروإيثيلين المعدلة).
المعالجة الحرارية:
تتطلب المسبوكات معالجة الشيخوخة (للتخلص من الإجهاد الداخلي) والتبريد عالي التردد لأسطح التلامس الحرجة (صلابة لجنة حقوق الإنسان رقم 45-50).
- GW Precision
- لويانغ، الصين
- الشروط التعاقدية
- معلومات
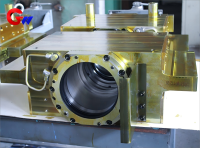
آلة الدرفلة الباردة لكتلة محمل الأسطوانة الوسيطة على جانب التشغيل
أبعاد وتفاوتات كتلة محمل الأسطوانة الوسيطة من جانب التشغيل
فتحات تركيب المحمل:
وفقا لنوع المحمل (مثل سلسلة إجمالي قيمة المؤهلات من محامل الأسطوانة المخروطية ذات الأربعة صفوف)، فإن التسامح يكون عادة H6 (الفتحة الداخلية) أو js6 (القطر الخارجي).
متطلبات الخشونة: را لسطح التزاوج المحمل هو ≤ 0.8 ميكرومتر، وRa للسطح غير المتزاوج هو ≤ 3.2 ميكرومتر.
دقة تحديد المواقع:
استدارة الفتحة الداخلية لمقعد المحمل ≤ 0.008 مم، والمحورية ≤ 0.015 مم/500 مم.
الخلوص المناسب مع عنق الأسطوانة: 0.05-0.10 مم (مع الأخذ في الاعتبار التمدد الحراري).

برمجة التصنيع باستخدام الحاسب الآلي
يستخدم المبرمجون معالجة محاكاة الكمبيوتر لتشغيل البرنامج، وتحسين خطوط المعالجة وترتيب أدوات المعالجة بشكل معقول، بحيث تتم معالجة قطعة العمل بشكل أكثر دقة مع خطوط سكين أنيقة وجميلة.
معدات المعالجة عالية الدقة
مركز التصنيع الأفقي التحكم الرقمي بالكمبيوتر، مركز التصنيع العمودي التحكم الرقمي بالكمبيوتر، مركز التصنيع الشامل بخمسة محاور وغيرها من معدات المعالجة عالية الدقة تضمن دقة حجم معالجة منتج كتلة محمل الأسطوانة المتوسطة الجانبية العاملة، كما تضمن أن الهيكل المعقد لقطعة العمل يمكن معالجته بسلاسة ودقة.

عملية تصنيع وتجميع كتلة محمل الأسطوانة الوسيطة من جانب التشغيل تكنولوجيا المعالجة:
آلة ثقب وطحن التحكم الرقمي بالكمبيوتر لتصنيع ثقوب المحمل (دقة مستوى تكنولوجيا المعلومات 6)، أو الصقل أو الطحن للمعالجة النهائية.
يبلغ الخطأ الموضعي لثقوب البراغي ≤ 0.05 مم لضمان الالتحام الدقيق بالإطار.
متطلبات التجميع:
قم بضبط قوة الشد المسبق للمحمل وفقًا لمواصفات الشركة المصنعة (مثل قوة الشد المسبق المحورية 8-12 كيلو نيوتن).
استخدم صواميل هيدروليكية للتثبيت لتجنب الأحمال الصدمية.
مراقبة عملية الجودة
من معالجة الفراغات، واكتشاف العيوب، والمعالجة الحرارية إلى عملية الإنتاج، كل عملية لديها مفتشين للتحقق منها، وتأهيلهم قبل معالجة العملية التالية.
التفتيش والاختبار
إجراءات الفحص والاختبار الصارمة هي ضمان الجودة لدينا. كل كتلة محمل أسطواني متوسط من تشغيل جانب مزودة بمجموعة كاملة من تقارير تحليل التركيب الكيميائي، وتقرير المعالجة الحرارية، وتقرير كشف العيوب، وتقرير فحص التفاوت في الأبعاد، وتقرير فحص تفاوت الشكل والموضع (ثلاثة إحداثيات وأجهزة فحص دقيقة أخرى تضمن دقة حجم التشغيل)، وجميعها قابلة للتتبع والتتبع.

تزييت وختم مقعد محمل الأسطوانة الوسيطة على الجانب التشغيلي لمطحنة الدرفلة الباردة
نظام التزييت:
تزييت الزيت الرقيق المركز (الضغط 0.3-0.5 ميجا باسكال، معدل التدفق 30-50 لتر/دقيقة)، أو تزييت الهواء بالزيت (حجم قطرات الزيت 5-10 قطرات/دقيقة).
لزوجة زيت التشحيم: ايزو نباتي 68-100 (عند 40 درجة مئوية).
تصميم الختم:
ختم مركب (ختم متاهة + ختم شفة معزز بنابض)، معيار مقاوم للغبار ايزو 4406 18/16/13.
مادة الختم: المطاط الفلوري المقاوم لدرجات الحرارة العالية (فكم) أو البولي يوريثين (بولي يوريثين).





